
加强U形金属补偿器的制造工艺
2017-01-03 14:32:12
按GB/T12777--2008,加强件分为加强环,均衡环等,有整体式,分体式两种结构,整体式加强环参与管胚成为波纹管的成形过程,适用机械及液压成形,分体式加强环是在管胚成为波纹管后,与其组成加强补偿器,要求与其配合的补偿器形状 ,适用液压陈姓的补偿器。
主要介绍整体式加强环的制造工艺
2.2.1:加强环的制造工艺
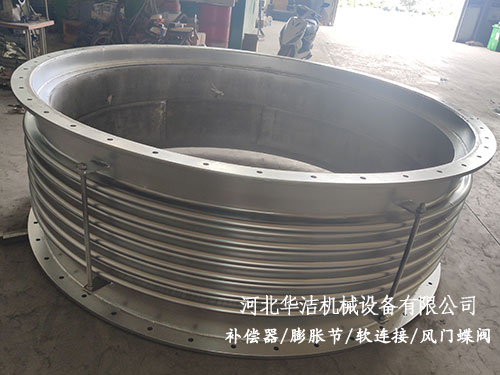
2.2.1.1:圆形加强环制造工艺,本工序使用设备为三辊滚床,为避免单根圆钢在滚床上滚圆时发生周向扭转而降低圆环平面度,需将切好长度的圆钢两段一组,两端部点焊,行首尾端部预弯,预弯后,在三辊滚床上进行滚圆,成圆后,将两圆环分开,焊接端部,焊接部位打磨光滑平整,在滚床上矫圆,表面做防锈处理。
2.2.1.2:盾形加强环制造工艺
用板材下料后进行机加工,需要工装进行装夹。
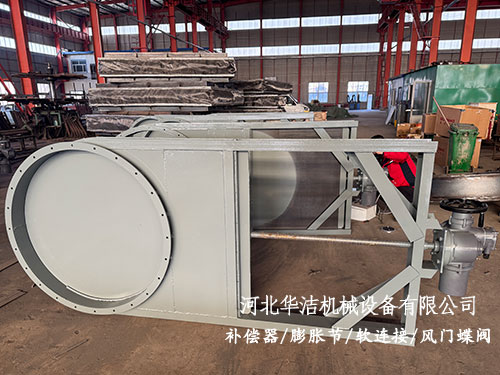
2.2.2:加强U形补偿器成形
板材下料,焊接纵焊缝,套管成管胚,将管胚套入模具,调整好位置,先成 下的波纹,成好后,将管胚移至下一个成形位置,套入加强环,成 个波纹,如此往复,直至六个波纹全部成形完毕。
应该注意的是,此种方法成形后的波纹,与胀瓣上表面贴合的直边段部分并非与胀瓣下表面贴合的一样平直,而是略成倾斜,是因为成形过程中上表面无约束,管胚在自由状态下被拉伸而成的,出现这种情况后,应按下述2.2.3进行压型校正,或采用多次等波高成形方法,即将各个波纹每次成出1/3或1/4波高,往复3或4次,使得直边段部分倾斜状况有所。
上一篇:金属膨胀节迎来实地考察客户
下一篇:限号解除,迎来年前行车高峰期
