
金属波纹管焊接,尺寸,外观,质量控制
2017-04-05 08:52:10
金属波纹管的质量控制:
1:波纹管焊接质量控制
工艺人员按照设计图纸编织焊接工艺规范,操作者(具备资质)应严格按照工艺规范操作,波纹管A类焊缝(纵焊缝)采用不填料钨极氩弧焊焊接,焊接前用酒精将焊口处理干净,焊接过程中焊缝的焊接强度不低于母材强度的90%,焊接参数见表2,。焊后要求对焊缝进行无损检测,A类焊接进行100%射线(RT)检测,B、C类焊缝进行100%渗透(PT)检测,波纹管A类焊缝探伤标准GB/T3323-2005I级验收,检测数值见表3。
表2波纹管管胚纵焊接规范参数
|
壁厚mm
|
焊接方法
|
电流A
|
弧压
|
焊速mm/s
|
氩气流量L/min
|
压板间距mm
|
||
|
|
|
|
|
|
正面
|
背面
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1.5
|
GTAW
|
130~150
|
10~12
|
5~6
|
4~5
|
3~5
|
1.0
|
|
|
检查标准
|
焦点尺寸
|
焊接接头形式
|
照相质量等级
|
像质计
|
底片黑度
|
合格级别
|
|
GB/T3323-2005
|
0.8×0.8mm
|
对接焊缝
|
B
|
W19
|
2.5~2.7
|
I级
|
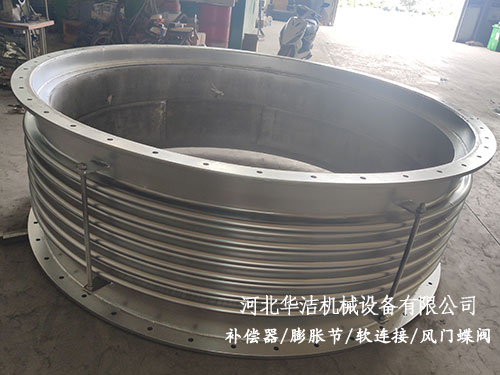
作为GIS膨胀节中的核心部件,其决定着产品的综合性能,在部件制造过程中其各个尺寸检验尤为重要,检验人员 对每个波纹管的结构尺寸做好翔实的记录,检验结果需要满足设计图纸以及相关标准的要求。
|
名称
|
dmm
|
Dmm
|
tmm
|
z
|
波数
|
|
理论值
|
Φ850±1.0
|
Φ929±2.0
|
40±1.25
|
1
|
5+5
|
|
实测值
|
Φ850
|
Φ929
|
39.5~40.2
|
1
|
5+5
|
在标准照明条件下,波纹管纵焊缝颜色以呈现银白色为宜,焊缝成形质量应平滑,无咬边等不良现象发生,波纹管内表面应光滑过度,无磕碰、划伤、尖点、毛刺以及明显的凹凸不平现象等,这些因素可能诱发高压开关设备放电,因此检验人员检查时应格外关注,波纹管内表面应无锈斑和视觉可见的大片水渍,波纹管外观形状应无视觉可见的轴线和波纹环形平面不垂直,波距不均,波纹歪斜等缺陷。

